Il filetto viene richiesto per unire più particolari tra loro in modo che possano essere montati o smontati a bisogno.

Può essere eseguito sia esternamente che internamente. Esistono numerose tipologie di filetto e giusto per elencarne qualcuna: metrico e metrico fine, withworth, gas cilindrico, gas conico, npt, nptf, un, unef, trapezoidale, ecc ecc. Ognuno di queste tipologie è creato appositamente per eseguire un determinato tipo di accoppiamento e si distinguono gli uni dagli altri per alcune principali caratteristiche: passo, angolo di profilo delle creste e conicità. Vediamole ....
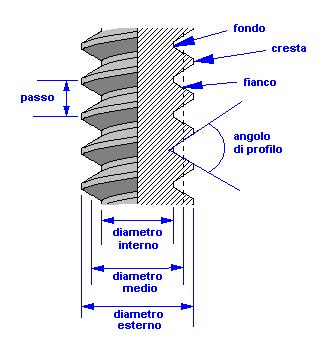
Quando si parla del passo del filetto si parla in sostanza del passo dell'elica ossia il valore della distanza che c'è tra una cresta e un'altra. Quando invece parliamo di angolo delle creste ci riferiamo all'angolo sottointeso dai due segmenti di punta che formano la cresta. La conicità di un filetto se c'è, è semplicemente l'angolo con cui viene tornito o anche solo creato il filetto sul pezzo. Alcuni filetti con per esempio NPT, richiedono infatti una conicità precisa per avere poi nella pratica un accoppiamento preciso per una lunghezza precisa. Altri termini li potete vedere il foto sicuramente più espliciti.
Mi soffermo però un attimo sui tre tipi di diametro che designano il filetto: D.interno, D.esterno, D.medio.
Questi tre diametri devono essere ben chiari perchè quando avremo bisogno di programmare il filetto dovremo consultare delle tabelle non sempre chiare, ma che solitamente riportano dati essenziali affinchè noi si possa calcolare i valori che ci servono. Nell'esempio illustrato si vede un filetto esterno e in questo caso si parla di diametro esterno indicando il diametro di tornitura cilindrica (o conica se sarà indicata la conicità) che dovremo fare con l'utensile tornitore prima di entrare con l'inserto filettatore. Il diametro medio effettivo è il diametro di una superficie cilindrica immaginaria che taglia la filettatura reale in modo che la larghezza del vano sia la metà del passo di base, ma a noi non serve ricordare questo a memoria ma solo tenere presente che esiste e cosa si intende. Per ultimo il diametro interno che in pratica lo possiamo definire come il diametro di arrivo dell'inserto nel mentre esegue il filetto.