Il tornio CNC (controllo numerico computerizzato), nasce per velocizzare la lavorazione di un particolare impiegando meno tempo di un operatore che esegue lo stesso pezzo su un tornio parallelo.
Esistono varie tipologie di tornio:
2 assi oppure 3 o 4 o più assi ancora.
Non vanno confusi con le fantine mobili che somigliano un po' ai torni anche se il loro modo di lavorare è diverso e si prestano di solito meglio per la produzione di grandi lotti di pezzi di dimensioni minuscole o contenute.
I primi torni CNC sono nati con due soli assi: l'asse X e l'asse Z.
L'asse X è il movimento del carro che gestisce il diametro del pezzo, mentre l'asse Z è il movimento del carro che gestisce la lunghezza del pezzo.
A mano a mano che il tempo è passato, grazie alla tecnologia e al duro lavoro di molte aziende, si sono incrementati via via gli assi, la velocità di spostamento di questi e le prestazioni in termine di stabilità macchina e precisione nell'esecuzione del pezzo.
Oggi come oggi si può avere un tornio a 2 assi fino ad un tornio multitask (multifunzione) che si confonde con una fresa. Si tratta in sostanza di un tornio che anzichè disporre di una torretta porta utensili, ha un'unica testa ruotante come le frese CNC che gli permette sia di tornire che di fresare e di solito questa testa bascula di circa 200-210 gradi.
Ora abbiamo nominato la torretta porta utensili, ma che cos'è?
E' un disco ruotante sul quale è possibile montare un certo numero di utensili che andranno a lavorare in sequenza il pezzo fino a finirlo. E gli utensili? Ne parleremo più avanti nella dovuta sezione.
Tornando agli assi, possiamo trovare torni che dispongono di motorizzati sulla torretta, questi non sono altro che utensili che prendono il loro movimento grazie ad un motore nascosto dentro la torretta stessa che gli permette di ruotare. Questi danno il vantaggio di poter eseguire lavorazioni di foratura, lamatura e maschiatura, ecc, sulla parte radiale del pezzo.
Ovviamente in combinazione con i motorizzati, ci deve essere anche l'asse C. Ma che cos'è?
Si tratta del mandrino stesso che deve essere innestato da un motore che lo piloti secondo i gradi ruotanti al fine di poter sapere dove il motorizzato va ad eseguire una lavorazione rispetto ad un'altra.
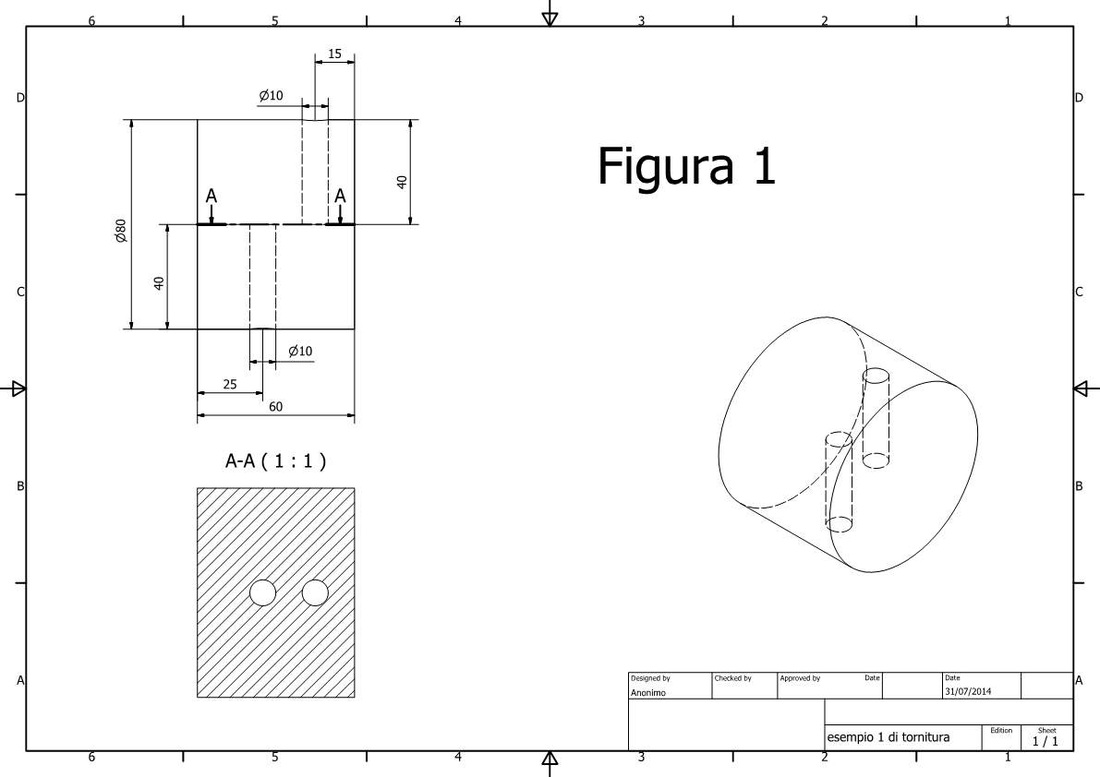
Facciamo un esempio che sicuramente chiarisce di più le idee. Si pensi di dover forare sulla parte radiale il pezzo con un foro diametro 10 nella parte superiore ad un determinato Z (15) e un foro diametro 10 nella parte inferiore ad un altro determinato Z (60-25=35) (che potrebbe anche essere lo stesso, vedi foro passante). Se dovesse essere utile vedi figura 1 in fondo.
Come possiamo avere la precisione di forare esattamente a 180 gradi un foro rispetto all'altro senza avere il controllo dell'asse di rotazione? Non potremo, ecco perchè quando si hanno i motorizzati sulla torretta, in automatico si dispone anche dell'asse C.
Quindi i motorizzati sono il terzo asse (perchè ruotano), mentre l'asse C è il quarto asse.
Quindi se devo fresare un chiavetta esterna, posso farlo. E se devo fresare trasversalmente? Ecco che in questo caso unico modo per farcela è possedere l'asse Y. Questo asse permette alla macchina di muoversi fuori dal centro del pezzo. Per capirsi permette di compiere un movimento alla torretta verso l'operatore che guarda la macchina e nel verso opposto. Ovviamente tanto più la macchina dispone di un movimento ampio di Y e tanto più è versatile nelle lavorazioni di questo tipo.
Avere l'asse Y è un vantaggio di non poco conto, in quanto permette di usare frese radiali o frontali sia per eseguire un foro del diamtero esatto della fresa e sia per allargare tale foro a misure superiori senza dover cambiare utensile.
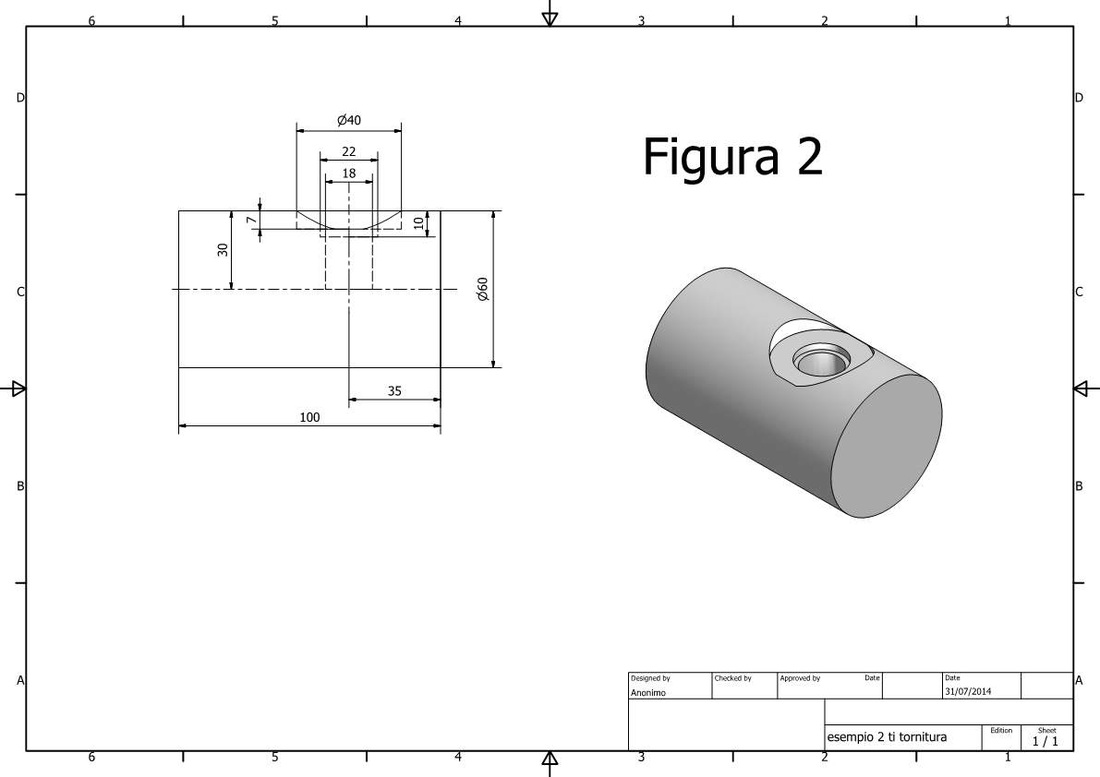
Si pensi al dover forare il pezzo radialmente con foro diametro 18 e allargare un parte di questo foro a 22 e un'altra parte a 40.
(vedi figura 2 in fondo)
Senza asse Y servirebbere per forza 3 utensili diversi (senza contare che un foro da 40 non è cosa da poco per un tornio). Oltrettuto per forare da 40 alla macchina servirebbe un motore per i motorizzati di non poco conto. Avendo invece l'asse Y, con una sola fresa a candela forante diam 18 o più piccola, è possibile eseguire la lavorazione con un solo utensile e con un motore decisamente più contenuto.
Abbiamo visto tutto? Certo che no!
Come possiamo dimenticare la contropunta, attrezzo che serve per aiutare a sostenere, grazie al centrino o ad uno smusso interno, il pezzo durante la lavorazione. Di queste ne abbiamo di 2 tipi. La contropunta con cannotto mobile e quella a cannotto fisso. Nel primo caso, c'è un cilindro che esce per una certa corsa fino ad appoggiarsi al pezzo, mentre nel secondo caso il cilindro che esce non c'è e la contropunta risulta così molto più rigida e con meno giochi (nel tempo).
Inoltre possiamo avere la contropunta fissa, ossia che si posiziona in un punto e lì viene bloccata mediante le sue viti di fissaggio; di solito questa è a cannotto mobile.
Oppure possiamo avere la contropunta comandabile in ciclo. Si tratta di avere due possibilità:
la prima è di usare la torretta per agganciare il carro della contropunta e portarlo in pozione dove poi il programma attiverà il ciclo per l'uso del cannotto (avanti e indietro); questo da il vantaggio di poter portare vicino la contropunta quando serve e portarla via quando non serve più per avere più spazio in cui far muovere la torretta.
La seconda è di avere la contropunta comandabile come asse a se stante, ossia si programma come si programma l'asse X e l'asse Z. Ovviamente questa è l'opzione migliore in quanto il tempo di ciclo è il più breve in assoluto nel caso si
debba portare via la contropunta per avere più spazio da muoversi.
Altro possibile accessorio di un tornio è la lunetta (se ne possono avere anche più di una a seconda della lunghezza del tornio). La lunetta serve a sostenere il pezzo sul diametro esterno (almeno semi-lavorato). Evita che il pezzo possa flettere durante la tornitura a causa della sua lunghezza rispetto al diametro. Inoltre fornisce rigidità al sistema e dà maggior sicurezza nel bloccaggio del pezzo.
Tutto qui? Ancora una volta no!
Un altro asse che può essere disponibile per un tornio, è il secondo mandrino. Di solito se c'è questo accessorio, manca la contropunta in quanto il mandrino stesso può agira come e meglio della contropunta. Ovviamente con il secondo mandrino si possono lavorare i pezzi da entrambe le parti senza dover per forza caricare a mano il pezzo.
Le macchine più complesse poi offrono la possibilità di 2 torrette o anche 3, magari di un terzo mandrino, magari il robot di caricamento automatico dei pezzi nel primo mandrino ecc ecc.
Le possibilità che si vedono offerte nel mercato sono molte.
Passiamo ora a vedere come si può far lavorare il tornio. Il caricamento del pezzo infatti può essere fatto sia manualmente (tornio da ripresa) che in automatico con un spingibarra che fa lavorare il tornio in continuo (o almeno finchè c'è o ci sono barre da lavorare).
Sullo spingibarra non mi soffermo molto, se non per dire che può essere a caricamento manuale, ossia è l'operatore che monta una barra nuova ogni volta che quella messa prima termina, oppure a caricamento automatico e questo ovviamente offre la possibilità di mettere più barre nel caricatore e si lascia il compito al caricatore stesso di prendersene una alla volta per caricarle nel tornio. Ovviamente il secondo è più complesso del primo e anche più costoso, ma offre ovvi vantaggi nella grande produzione.
Ma come si muove un tornio?
Bene cercherò di essere esaustivo e breve allo stesso tempo senza addentrarmi nello specifico.
Si tratta di avere una struttura di base sulla quale vengono montate le guide sulle quali poi viene agganciato l'asse sui pattini a sfere o a rulli. Quindi avremo una guida per ogni asse. L'asse viene poi collegato ad una vite senza fine a ricircolo di sfere e sarà questa a fornire il movimento avanti e indietro sulle guide. Ma chi comunica alla vite il movimento? Ovviamente i motori.
E ai motori chi dice cosa fare? Una serie di schede collegate tra di loro che a loro volta comunicano con il software che legge il programma che noi o il CAM abbiamo fatto per lavorare il pezzo.
Ora per darvi un'idea porto un piccolo esempio: quando noi chiediamo alla macchina di muoversi di 10mm verso sinistra e 5 mm verso l'alto, il software lo passa alle schede che a loro volta traducono la nostra richiesta in una serie di calcoli che poi passano ai motori (uno per ogni asse) che sapranno di quanto ruotare per far si che la vite a ricircolo che ha anch'essa un suo passo, possa nella sua rotazione far avanzare o retocedere quello che c'è montato sopra (l'asse) della quantità richiesta.
Se avete capito cosa significa questo, immaginate quando noi chiediamo alla macchina di muoversi di qualche micron quale perfezione e precisione meccanica abbiamo nelle nostre mani.
Potremmo parlare dei torni e di come sono fatti per molte pagine, ma non ritengo opportuno dilungarmi oltre in quanto mi interessa più dare un'idea di cosa usa il tornio per lavorare e come fa.