Parlare o descrivere tutti gli utensili che si trovano in commercio è assolutemente impossibile perchè ne esistono una varietà praticamente infinita.
Qui intanto daremo una carellata di una serie di inserti/utensili tra i più utillizzati su di un tornio.
Poi nelle varie sottocartelle cercherò di trattarli un po' di più nello specifico.
Di sicuro per la tornitura esterna si potrà avere a che fare con CNMG, WNMG, DCMT, DNMG, TNMG, VMBT
per la tornitura interna : CNMG, WNMG, WCMT, DCMT, TNMG, VBMT, CCMT
per la foratura: punte in HSS, in Metallo Duro, ad Inserti, a Cuspide
punte da centri
maschi per maschiatura
frese per centrinare o fresare e di qui a candela foranti o non, oppure ancora a spianare
lamatori
alesatori
smussatori in HSS o Metallo Duro
gole esterne, interne o frontali
mini utensili per la tornitura interna di piccoli diametri (sotto i 10mm), per gole interne, frontali, filetti
filettatori esterni o interni
Quando parliamo di utensile sarebbe giusto pensarlo come l'insieme dell'inserto con il suo portainserto, poi però nella parlata da officina si tende a mescolare il tutto chiamando utensile ogni cosa.
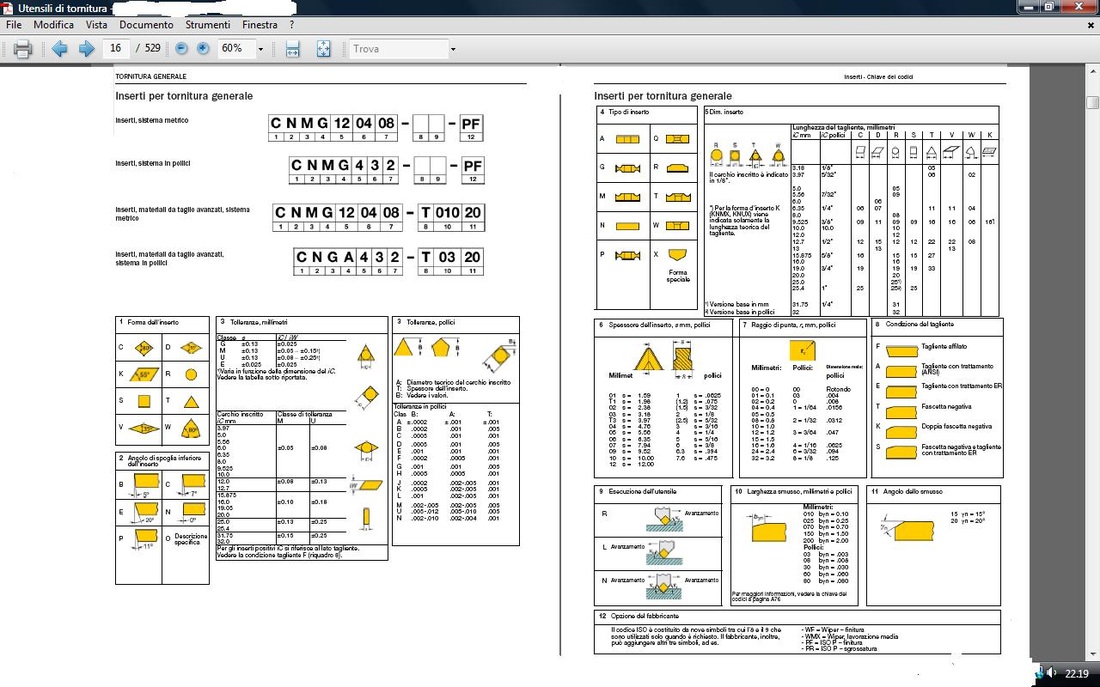
Concentriamoci per ora sugli inserti, come si deve leggere un inserto?
Per noi del sistema metrico, gli inserti riportano la sigla in questo modo: